天津友发螺旋钢管 联系我们
友发钢管--专业螺旋钢管生产厂家
严格把关产品质量,打造螺旋钢管行业标杆!
 销售服务热线:
销售服务热线:
18322759777
严格把关产品质量,打造螺旋钢管行业标杆!
销售服务热线:
18322759777
管端机械扩径是重大管线用螺旋焊管提高管端几何尺寸精度、方便管道施工的重要工艺环节, 通过对管端扩径力的计算与分析, 校核了设备的能力, 提出了设备改进方案, 并在西二线大口径螺旋焊管生产设备改造实践中得到成功验证, 设备的可靠性得到保证。 0 前言 西
管端机械扩径是重大管线用螺旋焊管提高管端几何尺寸精度、方便管道施工的重要工艺环节, 通过对管端扩径力的计算与分析, 校核了设备的能力, 提出了设备改进方案, 并在西二线大口径螺旋焊管生产设备改造实践中得到成功验证, 设备的可靠性得到保证。
0 前言
西气东输一线是仅次于三峡工程的跨世纪工程,西气东输二线已于2008年初开工建设, 西起新疆的霍尔果斯, 经西安、南昌, 南下广州, 东至上海, 干线全长4 859km, 加上若干条支线, 管道总长度超过7 000km, 于2010年建成通气。西气东输二线的建设里程和投资都远远超过西气东输一线, 其中螺旋焊管钢级、厚度和口径均比西一线明显提高, 达到了X80, <1 219mm ×18.4mm。管端扩径机作为螺旋焊管生产线精整段关键设备之一, 国内大多数制管企业基本上是在西气东输一线建设过程中才投入使用的,由于当时国内对机械扩径关键技术研究和应用较少,同时对国内外油气管线日新月异的发展趋势也始料未及, 制管设备近年来更新换代的步伐明显加快, 所以, 在西气东输二线钢管试制和试生产中, 设备原来的薄弱环节也逐渐表现出来, 迄待及时改进提高。
1 管端扩径机的结构及工作原理
1.1 扩径机主要结构简介
为了简化管端扩径机的结构, 一般设置专门岗位提前去除扩径范围内的内焊缝凸出母材部分, 使焊缝处的曲率与焊缝附近母材处的曲率一致; 钢管的移动动作由其它辅助机构完成; 人工管端清理内壁, 去除氧化皮及污物, 保证扩径头模片及锥体的清洁; 人工检查扩径前后钢管具有的直径和椭圆度。扩径机组成分为主机部分和辅机部分, 主机部分有滑座、龙门机架、提升装置、主油缸及扩径单元等, 辅机部分有液压、润滑和电气系统等。主机结构如图1所示。
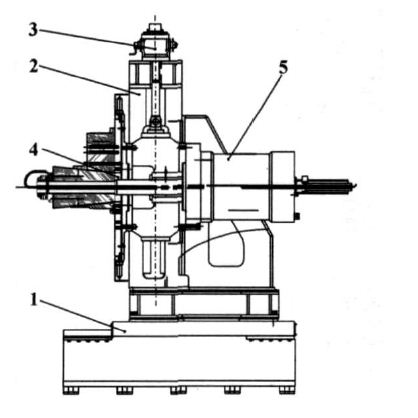
图1 主机结构
主机部分功能如下:滑座。滑座由床身、滑板及油缸等零部件组成,液压油缸驱动滑板移动, 滑板滑道上设置有稀油润滑油孔和油槽, 以减小床身移动阻力并减少磨损。
龙门机架。龙门机架安装在滑座上, 是为了扩径单元垂直移动而设计的, 可随滑板前后移动。龙门架两立柱为安装架提供垂直移动导轨, 横梁上安装有安装架的提升装置, 这样可使安装在安装架上的扩径单元中心随着不同规格钢管中心而调整。
提升装置。提升装置由电机、减速机、蜗杆- 蜗轮及丝杆丝母机构组成, 可完成扩径单元的升降调整运动, 它的行程控制采用了编码器点位数字控制技术。油缸及扩径单元。油缸安装在安装架后端, 扩径单元安装于支撑盘的前端, 通过活塞杆及活塞杆端部安装的锥体把二者联接起来。扩径单元的主要部件为支撑盘, 它主要用来安装模具, 并为模具移动提供导向及支撑作用, 支撑盘周边上设置了12 个小油缸,以满足模块对中复位。
1.2 管端扩径工作原理
管端机械扩径是在扩径模具的作用下,使管坯端部一定范围直径扩大的一种成形工艺, 机械扩径的工艺原理如图2所示。
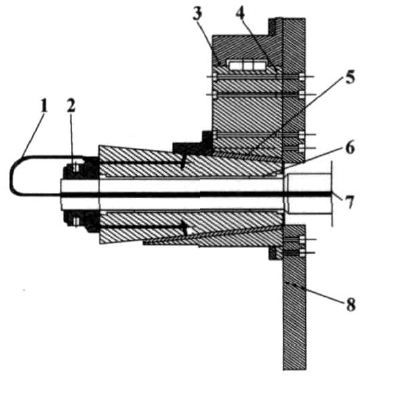
图2 机械扩径原理
每种钢管规格相对应的模具均由12 块模块组成, 模块底面紧贴在正十二棱锥的锥面上可以滑动, 其后端面可沿支撑盘做径向移动, 支撑盘上开有T型槽, T型槽内装有T型滑块, 12 块模块用螺钉分别与T型滑块联接, 模块由圆弧型模片与模座联结组成, 模块的端面还通过止口与T型滑块定位联结。锥体与拉杆通过螺母联结在一起。扩径时靠动力源(油缸) 拉动拉杆, 当拉杆受到水平方向的拉力往复运动时, 锥体也水平移动, 模块外径也就反复“扩大- 缩小”变化。模块外圆缩小时, 将直径规格相应的钢管套在模块外圆上, 当模块向外扩张时, 钢管母材沿钢管周向被拉伸而产生塑性变形, 同时使管径向外扩胀。严格控制模具扩张量, 一般由脉冲编码器测量主油缸行程, 达到精确设定和控制扩径量的目的, 可以得到尺寸、圆度等精度很高的管端形状, 这一过程就称为管端扩径, 其目的是为了管端整圆, 管端直径统一。对于不同规格的管径, 只需更换不同的模具即可满足要求。管端经过扩径后, 可消除成型和焊接产生的部分内应力, 使内应力沿管壁分布较均匀, 扩径段的直径尺寸及圆度能够达到规定的精度。
2 设备改造后使用效果
核心改造部分结构如图4 所示。改造后设备立即投入西气东输二线螺旋焊管生产过程中, 经过近一年多时间使用表明, 设备机械部分和液压系统运行正常, 未出现任何设备事故, 西气东输二线钢管管端周长和椭圆度完全达到了标准规定, 基本杜绝了管径超差造成的报废和降级现象, 大大提高了钢管合格率。
从在西气东输二线管道施工用户回访中反映, 宝鸡石油钢管有限责任公司本部所生产的20 多万t钢管椭圆度好, 易于施工, 质量达到了国际先进水平,加快了施工进度, 深受施工单位的欢迎, 取得了良好的经济效益和社会效益。该项改造方案也已成为其它兄弟管厂改造参考的模式之一。
3 结束语
机械扩径工艺简单, 模具磨损时可进行调整补偿, 螺旋焊管管端经过机械扩径工艺, 具有端部尺寸精确的优点, 对于保证厚壁、高屈服强度及大口径规格的钢管的几何尺寸精度至关重要, 为水压试验、钢管对接等后道工序创造了极大的便利条件。今后几年是管道建设的高峰期, 仅中国石油就将新建各类油气管道34条, 总里程3.7万km, 超过前50年的总和,这为X80以上大口径高强度焊管扩径机的生产应用提供了难得的发展机遇。
手机:18322759777
联系人:程经理
地址:天津市静海县工业园